Použití dia a CBN:
Diamantové a CBN nástroje s galvanickou vazbou:
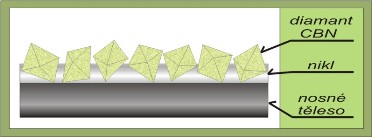
Brusný povrch těchto nástrojů je tvořen jedinou, galvanicky vyloučenou vrstvou niklu, v níž jsou částečně zanořena (ukotvena) diamantová zrna nebo zrna kubického nitridu boru (CBN) (viz. obrázek).

Oproti jiným typům diamantových a CBN nástrojů mají tyto nástroje následující výhody: Ve funkční brusné vrstvě mají maximální koncentraci brusiva (200%), nikl umožňuje svými mechanickými vlastnostmi menší zakotvení zrn, takže zrno má obnaženou velkou část, tudíž má větší břit. Spojením těchto vlastností vykazují tyto nástroje vysoký brousící účinek. Nanešená brusná vrstva přesně kopíruje tvar nosného tělesa, takže je možné vyrobit tvarově různě složité nástroje, stejně jako nástroje velmi malé. Vzhledem k tomu, že brusný nános přesně kopíruje tvar nosného tělesa je možné vyrobit přesné profilované nástroje, které po celou dobu své brousící účinnosti budou zachovávat původní tvar. Po opotřebení hrotů brusiva je možné z nástroje odstranit již nefunkční vrstvu a nanést vrstvu novou. Nastroj tak znovu získá přesně stejné brusné i tvarové vlastnosti jako při prvním nanesení. Takto jde nástroj recyklovat do nekonečna pokud nedojde k jeho mechanickému poškození.
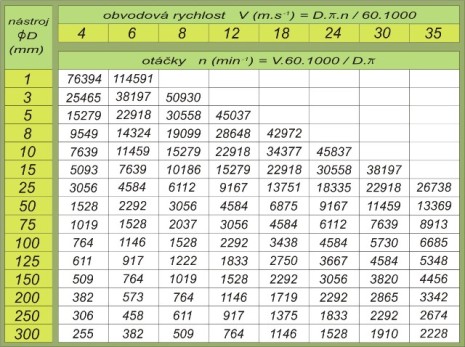
Obecně se jedná o nástroje citlivé na nešetrné zacházení. Toto se dá označit jako jejich nevýhoda. Dále uvedené podmínky je vhodné dodržovat, neboť jejich zanedbání vede k velkému snížení jejich životnosti, v krajním případě k okamžitému zničení. Podmínky se mění podle jednotlivých případů. Snahou by mělo být přiblížení se optimálním podmínkám používání těchto nástrojů. Diamant a CBN jsou materiály velice citlivé na tepelné zatěžování. Diamant mění svoji strukturu ve strukturu grafitu již při teplotě okolo 800°C. CBN mění strukturu při teplotě 1200°C. Obecně je tedy nutné volit takové pracovní podmínky, které zajistí nepřekročení těchto teplot na povrchu břitů ani na krátký okamžik. Přítlak a posun řezu musí být volen s patřičnou opatrností – obecně jsou tyto hodnoty malé. Nástroje je nutné intenzivně chladit. Chlazení má navíc pozitivní vliv na kvalitu povrchu obrobku, umožňuje použití vyšších brusných výkonů, snižuje náchylnost nástroje k zanášení broušeným materiálem. K chlazení může být použito jakéhokoli chladícího média (voda, diol apod.). Teoretická optimální obvodová rychlost se pro tyto nástroje pohybuje u diamantu v rozmezí 18 – 30 m/s a u CBN 30 – 35 m/s. Praxí odzkoušené rychlosti se však běžně pohybují v rozmezí 4 – 24 m/s a 6 – 35 m/s podle typu materiálu obrobku. Axiální a radiální házivost nesmí být vyšší než 0,03 mm. Tuhost vřetene a ostatních částí stroje by měly být co největší tak, aby se chvění nástroje snížilo na minimum. Stejně tak upevnění obrobku musí být dostatečně tuhé. V praxi je však běžné v řadě aplikací ruční broušení a broušení méně tvrdých a houževnatých materiálů bez chlazení. Za těchto podmínek je nutné používat nižší obvodové rychlosti. Je nutné upozornit na některé materiály (pertinax, sklolaminát, plasty), které odvádí teplo vzniklé z broušení jen velmi málo nebo téměř vůbec. Toto teplo se potom koncentruje v brusném nástroji. Přehřátí nástroje potom vede k nalepování obrusu na samotný nástroj a tím zvyšování tření a teploty. Nakonec vysoká teplota může vézt k úplnému zničení nástroje i když opracováváme relativně měkké materiály.
Kdy použít diamant a kdy kubický nitrid bóru (CBN)?
Diamant je z hlediska svých chemicko-fyzikálních vlastností méně stálý. V případě broušení obrobků vyrobeních z nízkouhlíkatých ocelí, nebo i některých ocelí vyšších tříd dochází při zvýšené teplotě k pevnému nalepování obrusu na povrch brusného kotouče. Při broušení tímto kotoučem potom vznikají velké rázy, které mohou poškodit obrobek, nástroj, stroj i zdraví pracovníka. Takto poškozený nástroj se musí nechat ochladit a nánosy nalepené oceli odstranit. Praxí se osvědčilo po dobu nezbytně nutnou přiložení karborundu. V těchto případech je vhodné použití CBN nástrojů, které tímto problémem netrpí.
Diamant je mimo jiné vhodné použít k opracování těchto materiálů:
Slinutý karbid (tvrdokov), sklo, keramika, porcelán, sklolaminát, korund, mramor, beton, žula, drahokamy, polodrahokamy, ferity, uhlík, azbest, sádra, šamot, pryž, plastické hmoty, pryž a plastické hmoty plněné skleněnými nebo uhlíkovými vlákny, pískem, neželezné kovy atd..
CBN se používá k opracování těchto materiálů:
Materiály, kde obecně není vhodné použití diamantu nebo klasického brusiva (SiC, Al2O3). Nejčastěji to je tepelně zpracovaná nástrojová a rychlořezná ocel, vysokolegovaná ocel, nerezová ocel, ocel pro kuličková ložiska, ohnivzdorné oceli na bázi kobaltu nebo niklu, nízkouhlíkatá ocel atd.
Kontakt
DISPERGA, spol. s r.o. Palackého náměstí 1324, 592 31 Nové Město na Moravě
566 617 725 Fax : 566 618 725